JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Producători de mașini hidraulice de nivelare de precizie
-


Mașină de nivelare de precizie servo hidraulică cu plăci subțiri seria 30
-

Mașină hidraulică de nivelare de precizie seria 40
-
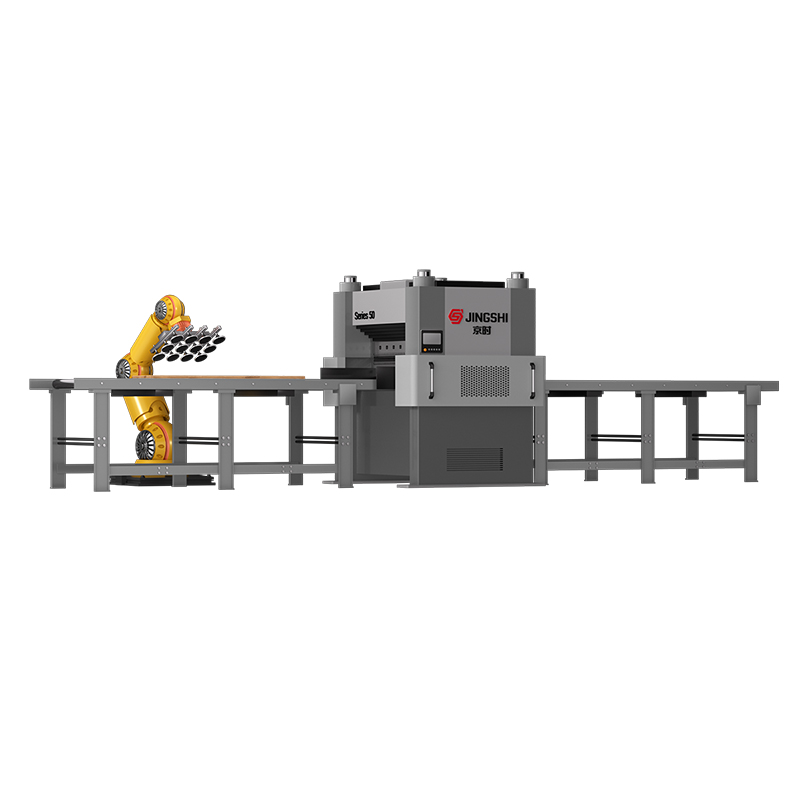
Seria 50 Mașină hidraulică inteligentă de nivelare de precizie cu patru coloane
-

Seria 60 Mașină de nivelare hidraulică de înaltă eficiență cu plăci groase
-

Seria 80 Mașină de nivelare hidraulică cu plăci de mare precizie
-

Mașină hidraulică de nivelare de precizie a piesei mari din seria 100
-

Manipulator asistat de putere fix
-

Manipulator mobil asistat de putere
-

Manipulator asistat de putere suspendat
-

Macara mobilă cu braț pliabil
-

Macara cu braț rabatabil fix
-

Macara cu foc fix
Despre noi
Suzhou JingShi Intelligent Equipment Co., Ltd.
Fondată în 2016 și cu sediul în Suzhou, China, Suzhou JingShi Intelligent Equipment Co., Ltd. este o întreprindere high-tech integrată care combină cercetarea, producția și comerțul. Suntem specializați în mașini hidraulice de nivelare de precizie și sisteme de linii de producție inteligente, Nivelator cu role personalizat, angajat să ofere soluții de finisare a tablei de înaltă precizie, eficiență și stabilitate producătorilor globali.
Ca Furnizori de nivelatoare hidraulice cu role și Companie de mașini hidraulice de nivelare de precizie din China, echipamentele noastre sunt utilizate pe scară largă în piese auto, tablă de precizie, componente pentru ascensoare, utilaje agricole, pânze de ferăstrău, ștanțare de precizie, fabricarea profilelor și aplicații electrice. Prin inovație continuă și excelență tehnică, JingShi a devenit un partener de încredere pentru producătorii din întreaga lume.
Ca Furnizori de nivelatoare hidraulice cu role și Companie de mașini hidraulice de nivelare de precizie din China, echipamentele noastre sunt utilizate pe scară largă în piese auto, tablă de precizie, componente pentru ascensoare, utilaje agricole, pânze de ferăstrău, ștanțare de precizie, fabricarea profilelor și aplicații electrice. Prin inovație continuă și excelență tehnică, JingShi a devenit un partener de încredere pentru producătorii din întreaga lume.
Feedback mesaj
Certificat de onoare




Rămâneți conectat, perspective & Inovație de la JingShi
-

 Știri din industrie
Știri din industrie
 2026.07.08
1. Introducere în dispozitivele de ridicare a panourilor În fiecare an, producătorii pierd mii de ore din cauza manevrării lente și manuale a panourilor. Un sing...
2026.07.08
1. Introducere în dispozitivele de ridicare a panourilor În fiecare an, producătorii pierd mii de ore din cauza manevrării lente și manuale a panourilor. Un sing... -
Știri din industrie
2026.06.05
De ce contează nivelarea tablei: costul ascuns al pieselor neplate O foaie de oțel de calibrul 14 de 4 × 8 picioare iese de pe tăietorul cu laser cu o undă de margine d...
-
Știri din industrie
2026.05.11
Ce face ca un nivelator cu plăci să fie „precizie”? Un nivelator cu role standard îndreaptă metalul trecându-l printr-un set de role decalate - eficient pentru planeita...
-
Știri din industrie
2026.05.07
Lipiți o ventuză de o fereastră de sticlă și ține luni de zile. Apăsați aceeași ceașcă pe o scândură de lemn brut și alunecă în câteva secunde. Diferența nu este ceașca, ci s...
Cunoștințe din industrie
Cum ar trebui să specifice cumpărătorii în vrac „planeitatea” fără a crea dispute
În achizițiile de nivelare, „plat” este acționabil numai atunci când este măsurabil pe o lungime de referință definită și o metodă de măsurare. Cea mai sigură abordare pentru achiziție este să blocați împreună trei articole: lungimea de referință, instrumentul de măsurare și eșantionarea de acceptare (pe foaie, per bobină, per lot).
Limbajul de specificații practic care închide lacune
- Definiți lungimea de referință (de ex., 1.000 mm de-a lungul direcției de avans) și zona de lățime de referință (marginile centrale).
- Precizați metoda de măsurare: ecartament cu calibre, indicator cadran de masă din granit sau sistem optic de planeitate.
- Separați „forma” de „stres”: necesită atât planeitatea geometrică, cât și un proxy legat de stres (de exemplu, comportament stabil după tăierea cu laser).
- Adăugați o clauză de încălzire: acceptarea începe după ce mașina atinge temperatura constantă ( cadru de ulei stabilizat ).
Dacă cumpărați pentru ștanțare sau semifabricate cu laser, asigurați-vă că planeitatea este specificată în aceeași orientare procesul dvs. din aval „vede” foaia; în caz contrar, puteți trece inspecția, dar eșua în producție.
Diametrul rolei, pasul și numărul rolelor: logica de selecție pe care majoritatea cererilor de cerere o scapă
A Nivelator hidraulic cu role este în principiu un sistem controlat de îndoire repetată. Diametrul rolei și pasul determină curbura realizabilă și cât de adâncă pătrunde deformația plastică în grosime. Pentru cumpărătorii în vrac, riscul nu este capacitatea de cumpărare insuficientă, ci nepotrivirea geometriei cu grosimea și amestecul de curgere-rezistență.
| Material/Grosime Model | Geometrie preferată a rolei | De ce funcționează | Risc obișnuit dacă nu este potrivit |
|---|---|---|---|
| Mix subțire, de înaltă rezistență | Diametru mai mic pas mai strâns mai multe rostogoliri | Crește frecvența de îndoire; reduce „memoria” | Valul de margine persistă; springback revine după tăiere |
| Placă medie cu ondulație/arbaletă | Diametru echilibrat pas moderat | Bun compromis de penetrare și siguranță la suprafață | Suprasolicitarea creează urme de role sau pierderi de grosime |
| Placă groasă / piese mari de prelucrat | Diametru mai mare rigiditate mai mare a cadrului | Transportă sarcina fără să domine deformarea cadrului | Capacitatea arată bine pe hârtie, precizia eșuează la încărcare |
Când construim o soluție de nivelare cu role personalizate, vă cerem întotdeauna distribuția grosimii (nu doar cea maximă), deoarece „amestecul zilnic” este ceea ce determină dacă o mașină de nivelare hidraulică de precizie se simte stabilă în producția reală.
Detalii de control hidraulic care afectează de fapt precizia (dincolo de „hidraulic vs mecanic”)
Două mașini pot fi ambele „hidraulice”, dar se comportă foarte diferit în cazul variației de la bobină la bobină. Ceea ce contează pentru precizie este calitatea controlului forței/poziției, compensarea rigidității și modul în care sistemul reacționează la abaterile materialului de intrare.
Întrebări RFQ care dezvăluie capacitatea reală
- Este diferența dintre role guvernată de feedback-ul de poziție (scara liniară/LVDT) sau este dedusă din presiunea hidraulică?
- Sistemul acceptă controlul forței în buclă închisă (celule de sarcină) pentru o penetrare constantă în variațiile limitei de curgere?
- Cum este compensată deformarea cadrului la sarcină mare (compensare algoritmică vs „set-and-hope”)?
- Care este repetabilitatea unei rețete stocate sub derive de temperatură (schimbări ale vâscozității uleiului)?
Pentru producția în vrac, cel mai bun KPI nu este o foaie demonstrativă unică, ci repetabilitatea rețetei pe mai multe bobine cu variație realistă a formei de intrare.
Nivelare în mai multe zone pentru Edge Wave și Arbaletă: Ce să cereți în avans
Unda de margine și arbaleta sunt adesea probleme „distribuite pe lățime”: marginile și centrul poartă istorie diferite de tensiuni reziduale. O singură setare uniformă a spațiului poate aplatiza centrul, lăsând instabilitatea marginilor, în special pe benzi late și clase de înaltă rezistență.
Opțiuni constructive din partea cumpărătorului
- Ajustare independentă stânga-dreapta (sau cilindri segmentați) pentru a corecta unda de margine asimetrică.
- Rigiditate mai mare a cadrului și grinda superioară ghidată pentru a menține golul uniform la un tonaj ridicat.
- Tabele de compensare bazate pe lățime (rețete care variază în funcție de lățime, nu doar de grosime).
Dacă aplicația dvs. include semifabricate largi pentru panouri de lift sau piese de automobile, specificarea mai devreme a capacității multizone este de obicei mai ieftină decât modernizarea după primul an de pierdere a randamentului.
Protecția suprafeței: Prevenirea urmelor de role în timp ce încă elimină stresul
Pentru aplicații electrice și table de precizie, riscul comercial este adesea cosmetic. Paradoxul este că o mai bună eliminare a tensiunii necesită o penetrare suficientă pentru a „lucra” fibrele – dar presiunea excesivă localizată poate imprima suprafața.
Controale și caracteristici hardware care reduc marcarea
- Specificați ținte de finisare a suprafeței rolelor (de ex., Ra ≤ 0,8 μm ) și duritate constantă a rolei pe întregul set.
- Utilizați suportul adecvat de intrare/ieșire și alinierea corectă a liniei de trecere pentru a evita „încărcarea nasului” localizată.
- Necesită o metodă de curățare ușoară (design cu perie sigură pentru solvenți) pentru materialul uleios sau soltar.
- Solicitați ferestrele de proces: vânzătorul trebuie să ofere un interval de penetrare recomandat pentru fiecare familie de materiale.
În livrările noastre, preferăm să validăm riscul de suprafață folosind starea dumneavoastră reală din amonte (ulei, peliculă, scară), deoarece o foaie de laborator perfectă rareori reprezintă realitatea producției în vrac.
Compatibilitate cu linia alimentată cu bobină: Detalii de integrare a nivelului care conduc OEE
Pentru cumpărătorii care investesc în sisteme inteligente de linii de producție, detaliile de integrare determină dacă dispozitivul de nivelare este un factor de activare a debitului sau un blocaj. Cele mai frecvente pierderi ascunse provin din nepotrivirea liniei de trecere, strategia de control al buclei și comportamentul de schimbare.
Lista de verificare a integrării pentru liniile bobină-la-presa sau bobină-laser
- Definirea înălțimii liniei de trecere și domeniul de reglare (aliniați derulator, alimentator și echipamentul din aval).
- Sincronizarea vitezei și strategia de gestionare a tensiunii (în special pentru bandă subțire și alimentare de mare viteză).
- Gestionarea rețetelor: setări salvate legate de grosime, grad, lățime și planeitatea țintă.
- Interblocări și circuite de siguranță (propagare oprire de urgență, pază, protecție punct de prindere).
Dacă operațiunea dvs. rulează mai multe SKU-uri pe tură, solicitați dovada schimbare repetabilă — nu doar viteza maximă de nivelare.
Economia trecerii: de unde vine de fapt „ajustarea rapidă”.
Cumpărătorii în vrac urmăresc de obicei costul pe piesă, dar nivelarea performanței afectează costul pe schimbare. Timpul pe care îl pierdeți nu este de obicei în rularea foii, ci în curățarea, reînfilarea și găsirea din nou a ferestrei stabile.
Pârghii din partea cumpărătorului pentru a reduce timpul de nefuncționare
- Configurare bazată pe rețete cu „balustrade” (limite pentru a preveni suprapenetrarea operatorilor și crearea de semne).
- Puncte accesibile de curățare și inspecție a rolelor fără a demonta dispozitivele de protecție.
- Ghiduri cu eliberare rapidă și cale de filetare standardizată pentru a reduce variația operatorului.
În producția cu amestec ridicat, a Mașină hidraulică de nivelare de precizie care salvează chiar și 5-10 minute pentru fiecare schimbare poate depăși micile diferențe în capacitatea teoretică de nivelare.
Fiabilitatea sistemului hidraulic: curățenia și temperatura uleiului sunt elementele de specificație silențioase
Multe plângeri de „precizie” sunt de fapt probleme de stabilitate hidraulică: uleiul contaminat crește alunecarea supapei, iar deviația de temperatură modifică vâscozitatea, ceea ce modifică răspunsul. Cumpărătorii în vrac ar trebui să trateze sistemul hidraulic ca un sistem de proces, nu doar o sursă de energie.
Specificațiile de întreținere care merită incluse în planul dvs. de service
- Ținta de filtrare și monitorizare: specificați un obiectiv de curățenie a uleiului (de obicei în jurul ISO 4406 18/16/13 sau mai bine, în funcție de clasa supapei).
- Controlul temperaturii: asigurați-vă că capacitatea schimbătorului de căldură se potrivește cu ciclul de funcționare; urmăriți temperatura uleiului în alarmele HMI.
- Planul ciclului de viață al etanșării și al furtunurilor pentru instalațiile de funcționare continuă (stocurile de piese de schimb critice previne opririle de mai multe zile).
Dacă cumpărați la scară largă, vă recomandăm să bugetați o rutină mică, planificată de „sănătate hidraulică”; protejează atât acuratețea, cât și timpul de funcționare cu costuri minime.
Testarea de acceptare FAT/SAT: Cum să validați performanța cu propriul dvs. material
Testele de acceptare în fabrică (FAT) și testele de acceptare pe amplasament (SAT) reușesc atunci când materialul de testat reprezintă starea dvs. adevărată de intrare: intervalul limită de curgere, distribuția grosimii și defecte de formă în amonte. Pentru cumpărătorii în vrac, acceptarea ar trebui să dovedească stabilitate între variații, nu perfecțiune pe un singur cupon.
Un plan de testare cu semnal ridicat
- Testați cel puțin trei bobine/foi care se întind în domeniul real de grosime și rezistență (includeți o bobină „actor rău”).
- Măsurați planeitatea înainte și după, precum și după o etapă în aval (model de tăiere cu laser sau încercare de ștanțare) pentru a verifica comportamentul de eliberare a tensiunii.
- Verificați retragerea rețetei: salvați setările, porniți, apoi reproduceți rezultatele într-o bandă de toleranță definită.
Un criteriu de acceptare prietenos cu cumpărătorul este: planeitate stabilă plus comportament stabil în aval, cu repetabilitate ca metrică decisivă.
Pregătirea pentru date, trasabilitate și „linie inteligentă”: ce să captați din prima zi
Pe măsură ce nivelarea devine o poartă critică de calitate, cumpărătorii în vrac au nevoie din ce în ce mai mult de trasabilitate: ce rețetă, ce acțiune a operatorului, ce bobină și cum arată forțele de nivelare. Acesta este modul în care corelați setările de nivelare cu deșeurile, reprelucrarea și returnările clienților.
Setul de date minim care permite îmbunătățirea continuă
- Revizuirea ID-ului rețetei, grosimea/lățimea/nivelul, viteza liniei și punctele de referință ale distanței/forței rolelor cheie.
- Istoricul alarmelor cu marcaje temporale (temperatura hidraulică, anomalii de presiune, defecțiuni ale senzorului).
- Drivere OEE: timp de funcționare, timp de schimbare, randament la prima trecere pentru criteriile de planeitate/stres.
Când stația dvs. de nivelare este integrată într-o linie de producție, captarea semnalelor potrivite transformă un nivelator hidraulic cu role dintr-o „cutie neagră” într-un proces de calitate controlabil.
Contactați-ne
-

-

+ 86 - 4008006155 / + 86 - 512-66064950
-

+ 86 - 13732649503
-

+ 86 - 512-66510623
-

88 Lingshan Road, Xukou Town, Wuzhong District, Suzhou City, Jiangsu Province, China
Copyright © 2025 de Suzhou JingShi Intelligent Equipment Co., Ltd. Toate drepturile rezervate. Furnizori de nivelatoare cu role personalizate
