JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Producători de mașini hidraulice de nivelare
-


Mașină de nivelare de precizie servo hidraulică cu plăci subțiri seria 30
-

Mașină hidraulică de nivelare de precizie seria 40
-
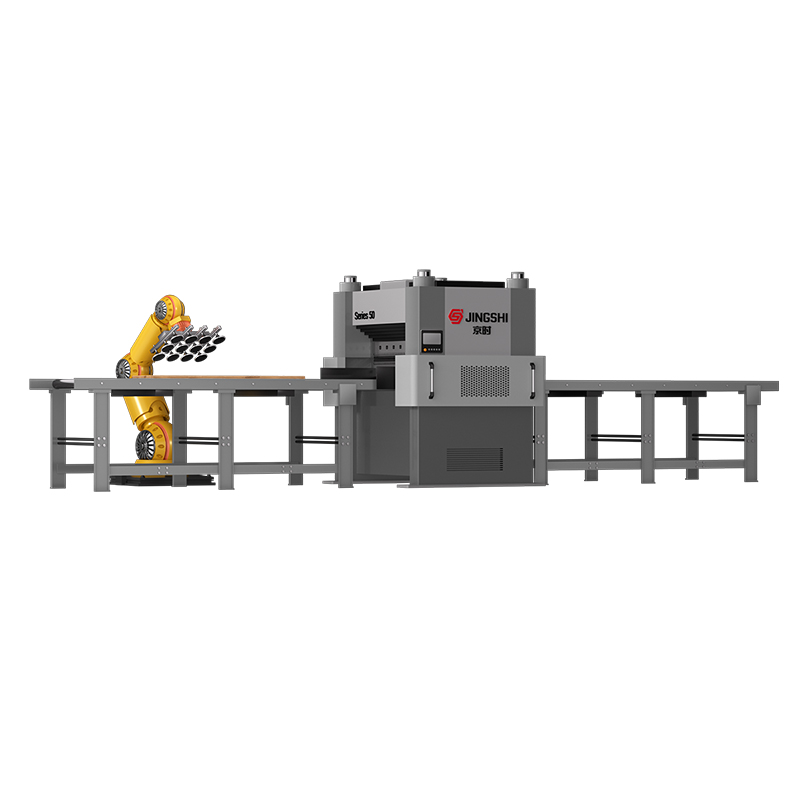
Seria 50 Mașină hidraulică inteligentă de nivelare de precizie cu patru coloane
-

Seria 60 Mașină de nivelare hidraulică de înaltă eficiență cu plăci groase
-

Seria 80 Mașină de nivelare hidraulică cu plăci de mare precizie
-

Mașină hidraulică de nivelare de precizie a piesei mari din seria 100
Mașinile de nivelare hidraulică folosesc acționarea hidraulică ca sursă principală de energie și sunt echipate cu mai multe seturi de role de nivelare eșalonate (inclusiv role de lucru, role intermediare și role de sprijin). Prin controlul precis al forței de presare și al numărului de cicluri de îndoire, foaia de metal suferă o deformare alternativă „elastic-plastic”, realizând în cele din urmă cerințele prestabilite de planeitate. Acest echipament specializat poate prelucra diverse materiale metalice (aluminiu, cupru, oțel, aliaje de titan etc.) cu grosimi cuprinse între 0,1 mm (folie de cupru ultra-subțire) și 60 mm (plăci groase din aliaje speciale).
Despre noi
Suzhou JingShi Intelligent Equipment Co., Ltd.
Fondată în 2016 și cu sediul în Suzhou, China, Suzhou JingShi Intelligent Equipment Co., Ltd. este o întreprindere high-tech integrată care combină cercetarea, producția și comerțul. Suntem specializați în mașini hidraulice de nivelare de precizie și sisteme de linii de producție inteligente, Mașină hidraulică de nivelare de precizie personalizată, angajat să ofere soluții de finisare a tablei de înaltă precizie, eficiență și stabilitate producătorilor globali.
Ca Producători de mașini hidraulice de nivelare și Furnizori de mașini de nivelare de precizie din China, echipamentele noastre sunt utilizate pe scară largă în piese auto, tablă de precizie, componente pentru ascensoare, utilaje agricole, pânze de ferăstrău, ștanțare de precizie, fabricarea profilelor și aplicații electrice. Prin inovație continuă și excelență tehnică, JingShi a devenit un partener de încredere pentru producătorii din întreaga lume.
Ca Producători de mașini hidraulice de nivelare și Furnizori de mașini de nivelare de precizie din China, echipamentele noastre sunt utilizate pe scară largă în piese auto, tablă de precizie, componente pentru ascensoare, utilaje agricole, pânze de ferăstrău, ștanțare de precizie, fabricarea profilelor și aplicații electrice. Prin inovație continuă și excelență tehnică, JingShi a devenit un partener de încredere pentru producătorii din întreaga lume.
Feedback mesaj
Certificat de onoare




Rămâneți conectat, perspective & Inovație de la JingShi
-

 Știri din industrie
Știri din industrie
 2026.07.08
1. Introducere în dispozitivele de ridicare a panourilor În fiecare an, producătorii pierd mii de ore din cauza manevrării lente și manuale a panourilor. Un sing...
2026.07.08
1. Introducere în dispozitivele de ridicare a panourilor În fiecare an, producătorii pierd mii de ore din cauza manevrării lente și manuale a panourilor. Un sing... -
Știri din industrie
2026.06.05
De ce contează nivelarea tablei: costul ascuns al pieselor neplate O foaie de oțel de calibrul 14 de 4 × 8 picioare iese de pe tăietorul cu laser cu o undă de margine d...
-
Știri din industrie
2026.05.11
Ce face ca un nivelator cu plăci să fie „precizie”? Un nivelator cu role standard îndreaptă metalul trecându-l printr-un set de role decalate - eficient pentru planeita...
-
Știri din industrie
2026.05.07
Lipiți o ventuză de o fereastră de sticlă și ține luni de zile. Apăsați aceeași ceașcă pe o scândură de lemn brut și alunecă în câteva secunde. Diferența nu este ceașca, ci s...
Cunoștințe din industrie
Cum diametrul rolei și pasul determină „fereastra procesabilă”
Cumpărătorii se concentrează adesea pe intervalul de grosime nominală, dar limita practică este stabilită de relația dintre diametrul rolei, pasul rolei (distanța dintre centru) și limita de curgere a materialului. Rolele de lucru mai mici și pasul mai strâns cresc frecvența de îndoire, ajutând la eliminarea defectelor de unde scurte; diametrele mai mari cresc capacitatea de încărcare și reduc riscul de marcare a suprafeței pe aliajele mai moi.
Ce să verificați când comparați ofertele de mașini
- Diametrul rolei de lucru și pasul: mai mic/mai strâns îmbunătățește de obicei corecția undelor scurte, dar crește presiunea de contact.
- Metoda de reglare a rolului intermediar/suport: mecanic vs asistat hidraulic afectează cât de bine mașina ține controlul coroanei sub sarcină.
- Rigiditatea cadrului și designul tirantului: rigiditatea este un factor ascuns al repetabilității atunci când se prelucrează oțel de înaltă rezistență.
- Strategia de protecție a suprafeței: pentru aluminiu/cupru, întrebați despre finisajul rolelor și măsurile de curățare pentru a minimiza preluarea.
Dacă împărtășiți clasele de aliaje tipice și lungimile de undă ale defectelor, putem pre-potrivi configurația rolelor la spectrul dumneavoastră de defecte real mai degrabă decât să se bazeze pe etichete generice de „gamă de grosime”.
Planeitatea nu este o singură măsură: specificați ce veți măsura și cum
„Plat” poate însemna lucruri diferite, în funcție de faptul dacă procesul dvs. din aval este ștanțare, tăiere cu laser sau asamblare de precizie. Specificațiile de achiziție ar trebui să definească metoda de măsurare (drept, optică, referință la nivel de tensiune, eșantionare CMM), lungimea de eșantionare și tipul de defect pe care îl controlați (undă de margine, cataramă centrală, set de bobine, arbaletă).
| Element de specificație | De ce contează | Exemplu practic |
|---|---|---|
| Lungimea de eșantionare / grilă | Prelevarea scurtă ascunde defectele undelor lungi; eșantionarea lungă ascunde ondulațiile de unde scurte. | Măsoară peste 1 m pentru placă; grilă mai strânsă pentru foaie de precizie. |
| Denumirea tipului de defect | Diferite defecte necesită o strategie diferită de role/pas. | Unda de margine vs catarama centrală necesită un control diferit al coroanei. |
| Stare de tensiune | Materialul poate apărea mai plat sub tensiune decât în stare liberă. | Definiți planeitatea „în stare liberă” după descărcare. |
| Temperatura / starea de lubrifiere | Creșterea termică și lubrifierea schimbă frecarea și revenirea la elasticitate. | Verificați la o temperatură stabilă a liniei pentru repetabilitate. |
Pentru cumpărătorii de înaltă precizie, cheia este să aliniați testarea de acceptare cu sensibilitatea dvs. reală din aval; cel mai bun rezultat de nivelare este cel pe care îl puteți verifica în mod constant .
Forța de apăsare vs cicluri de îndoire: cum să evitați „plat astăzi, deformat mâine”
Nivelele hidraulice realizează planeitatea prin deformare alternativă elastic-plastică. Două pârghii domină: (1) distribuția forței de presare pe setul de role și (2) numărul de cicluri efective de îndoire. Forța de antrenare excesivă pentru a „forța planeitatea” poate stoca stresul rezidual și poate duce la o deformare ulterioară după tăiere, sudare sau aport de căldură.
Ghid constructiv pentru achiziții
- Solicitați ferestre de setări demonstrate: nu o singură rețetă, ci intervalul stabil de forță și penetrare care păstrează planeitatea.
- Verificați „stabilitatea după proces”: tăiați cupoanele și verificați din nou planeitatea după tăiere/tăiere cu laser pentru a expune problemele de stres rezidual.
- Confirmați suportul în mai multe zone: rolele intermediare/de susținere ar trebui să contribuie la distribuirea sarcinii și la reducerea supraîndoirii locale.
În practica noastră de punere în funcțiune, se bazează pe cele mai repetabile programe penetrare moderată cu cicluri suficiente de îndoire , nu forța maximă.
Controlul hidraulic în buclă închisă este adevăratul diferențiator în repetabilitate
Acționarea hidraulică este puternică, dar ceea ce cumpărătorii ar trebui să evalueze este arhitectura de control: controlul presiunii singur nu este același cu controlul forței/poziției în buclă închisă la punctele de nivelare. Derivarea, temperatura uleiului și răspunsul supapei influențează mai mult consistența de zi cu zi decât tonajul general.
Întrebări care controlează calitatea suprafeței într-un RFQ
- Sistemul controlează distanța/penetrarea rolei (poziția), forța cilindrului sau doar presiunea hidraulică?
- Cum este gestionată și compensată temperatura uleiului (răcire, reglare în funcție de vâscozitate, rutine de încălzire)?
- Ce senzori sunt utilizați (transductoare de presiune, cântare liniare, celule de sarcină) și cum sunt calibrați?
- Există un management al rețetelor cu parametri legați de material pentru schimbări rapide?
Pentru producția în vrac, repetabilitatea este pârghia de profit: controlul stabil reduce repetarea și opririle din aval . Exact aici ne concentrăm soluțiile hidraulice de nivelare de precizie.
Când „larg” este mai greu decât „gros”: controlul coroanei și suprimarea undelor de margine
Foile largi adesea nu sunt acceptate din cauza valului de margine sau cataramei centrale determinate de solicitarea neuniformă pe lățime. Este mai puțin despre forța totală și mai mult despre modul în care mașina menține îndoirea constantă pe lățimea sub sarcină. Rolele intermediare și de sprijin există din acest motiv: pentru a stabiliza rolele de lucru și pentru a gestiona comportamentul coroanei.
Ce trebuie validat pentru programe ample de materiale
- Raport lățime-grosime: rapoartele mari măresc sensibilitatea coroanei și necesită o strategie mai puternică a rolului de sprijin.
- Suportă zonarea cu role: mai multă granularitate a ajustării îmbunătățește corectarea problemelor de margine localizate.
- Deformarea cadrului sub sarcină: solicitați date de deformare la randamentul țintă și rezistența materialului.
O concluzie practică: specificarea numai a grosimii este un memento insuficient pentru succesul unei foi late ; includeți lățimea, puterea de curgere și tipul de defect în specificațiile de achiziție.
Reglaj specific materialului: aluminiu, folie de cupru, oțel de înaltă rezistență și aliaje de titan
Un singur mașini de nivelare hidraulice de precizie pot prelucra multe aliaje, dar cumpărătorii în vrac beneficiază de planificarea ferestrelor procesului în funcție de familia de materiale. Diferențele în comportamentul de curgere, elasticitatea și sensibilitatea suprafeței afectează direct selecția rolelor, lubrifierea și cerințele de curățenie. Nivelele hidraulice pot acoperi intervale extreme— 0,1 mm până la 60 mm — dar practicile operaționale nu trebuie tratate ca interschimbabile.
Indicații practice de acordare în funcție de familia de materiale
- Aluminiu: acordați prioritate protecției suprafeței și frecării stabile; evitați ridicarea cu curățare disciplinată și presiune de contact controlată.
- Folie de cupru / ultra-subțire: accent pe finisarea rolei, manipularea tensiunii și controlul vibrațiilor; mici perturbări pot fi imprimate.
- Oțel de înaltă rezistență: domină rigiditatea cadrului și strategia rolelor de susținere; confirmați că aparatul menține setările sub sarcină susținută.
- Aliaje de titan: așteptați-vă un backback mai mare; bazați-vă pe îndoirea în mai multe cicluri și pe controlul constant al temperaturii pentru repetabilitate.
Când construim programe pentru plante cu materiale mixte, recomandăm definirea rețete legate de material pentru a menține previzibile schimbările.
Date RFQ care previn subspecificațiile și supraspecificațiile (și scurtează punerea în funcțiune)
Riscul de achiziție în vrac vine de obicei din contextul procesului lipsă: vânzătorii fie vor supradimensiona o mașină „pentru a fi în siguranță”, fie o subdimensionează doar pe baza grosimii. Un pachet de date concis permite o selecție precisă și reduce timpul de punere în funcțiune.
| categorie | Ce să oferi | De ce au nevoie vânzătorii |
|---|---|---|
| Definirea materialului | Aliaj/grad, interval de curgere, duritate (dacă este disponibil) | Determină revenirea elastică și energia de îndoire necesară |
| Geometrie | Interval de grosime, interval de lățime, lungime, formă bobină/placă | Afectează alegerea pasului rolelor și strategia coroanei/suportului |
| Profil de defect | Set val de margine/cataramă centrală/arbaletă/bobină; lungimea de undă defectă dacă este cunoscută | Aliniază configurația rolei la problema reală a planeității |
| Rezultatul țintă | Eșantionarea de acceptare a metodei de măsurare metrică a planeității | Previne disputele de punere în funcțiune și așteptările nepotrivite |
| Debit | Viteza liniei, timpul takt, dimensiunea lotului, frecvența de schimbare | Determină nivelul de automatizare, răspunsul hidraulic, manipularea rețetei |
| Constrângeri în aval | Etape de tăiere/sudare/presare, risc de stres rezidual permis | Ghidează strategia „forță vs cicluri” pentru piese stabile |
Un pachet complet de date RFQ este adesea cea mai rapidă modalitate de a reduce costul total al proiectului — nu prin alegerea celei mai ieftine mașini, ci prin evitarea nepotrivirii și reprelucrarii.
Întreținere care protejează precizia: curățarea uleiului, uzura rolelor și disciplina de calibrare
Nivelarea de precizie este sensibilă la mici modificări ale frecării, geometriei rolelor și receptivității hidraulice. Multe „probleme misterioase de planeitate” se regăsesc mai degrabă din contaminarea cu ulei, uzura treptată a rolelor sau deviația referințelor de măsurare, mai degrabă decât conceptul de nivelare în sine.
Practici preventive care păstrează acuratețea
- Gestionarea curățeniei uleiului: filtrarea și prelevarea de probe reduc lipirea supapelor și instabilitatea forței.
- Inspecție cu role: monitorizează preluarea suprafeței, micro-pitting și modificările diametrului care modifică penetrarea efectivă.
- Calibrarea senzorului: feedback-ul de presiune/poziție este la fel de fiabil ca rutina sa de calibrare.
- Disciplina de curățare pentru materiale neferoase: previne ca particulele încorporate să imprime defecte în coală.
| Interval | Elementul focalizat | De ce contează |
|---|---|---|
| Pe schimb | Curățarea rolelor și verificarea vizuală a suprafeței | Previne marcajele legate de ridicare și deriva de frecare |
| Săptămânal | Verificarea scurgerii/temperaturii hidraulice; presiune diferențială a filtrului | Stabilizează răspunsul de control și reduce riscul de contaminare |
| Lunar | Prelevare de probe de ulei; verificări de sănătate a senzorilor | Detectează deriva timpurie înainte de a deveni fier vechi |
| Trimestrial | Verificarea geometriei rolelor; inspecția alinierii | Protejează repetabilitatea în condiții de operare cu volum mare |
Din punctul de vedere al cumpărătorului, întreținerea face parte din capacitatea dumneavoastră de planeitate ; ar trebui să fie planificat alături de piese de schimb și de instruire.
Integrarea unui nivelator de precizie într-o linie de producție inteligentă
Pentru producția în vrac, nivelatorul este rareori singur. Cel mai bun ROI apare atunci când programul de nivelare, urmărirea materialelor și echipamentele din aval (descoiler, alimentator, forfecare, stivuire, inspecție) partajează date. Aici sistemele inteligente reduc variabilitatea și dependența operatorului.
Detalii de integrare pe care cumpărătorii ar trebui să le specifice
- Predarea rețetei: ID-ul materialului declanșează automat parametrii de nivelare pentru a reduce timpul de configurare.
- Stabilitatea tensiunii în amonte: controlul derulării/alimentatorului afectează planeitatea aparentă și repetabilitatea.
- Bucla de inspecție în aval: legați feedback-ul de măsurare a planeității la rafinarea programului (unde este cazul).
- Înregistrarea datelor: stocați parametrii cheie (forță/poziție, viteză, temperatură) pentru a urmări defectele și a reduce deșeurile.
Ca producător integrat de mașini de nivelare hidraulice de precizie și sisteme de linie, proiectăm interfețele astfel încât câștigurile dvs. de debit să fie reale, nu teoretice .
Integritatea suprafeței contează: previne urmele de role, ridicarea și micro-zgârieturile
Cumpărătorii în vrac de piese auto, componente de lift și finisare de precizie a tablei resping adesea materialul nu pentru planeitate, ci pentru defecte de suprafață introduse în timpul nivelării. Cauzele fundamentale sunt de obicei contaminarea (particule încorporate), disciplina de curățare insuficientă, starea necorespunzătoare a suprafeței rolei sau presiunea de contact localizată excesivă.
Controale practice care reduc deșeurile legate de suprafață
- Definiți rugozitatea suprafeței și obiectivele de finisare permise pentru rolele de lucru pentru aliajele dumneavoastră sensibile.
- Implementați curățarea în etape: curățarea periodică a rolului de ștergere/perie în amonte pentru a preveni acumularea de colectare.
- Controlați presiunea de contact: preferați setările care obțin planeitate fără „suprapătrundere” atunci când suprafața este critică.
- Plan pentru manipularea materialelor neferoase: aluminiul și cuprul necesită un control mai strict al contaminării decât lucrările generale din oțel.
În testarea de acceptare, includeți atât criteriile de planeitate, cât și de suprafață, astfel încât linia să fie validată piese utilizabile, nu doar „foai plate” .
Contactați-ne
-

-

+ 86 - 4008006155 / + 86 - 512-66064950
-

+ 86 - 13732649503
-

+ 86 - 512-66510623
-

88 Lingshan Road, Xukou Town, Wuzhong District, Suzhou City, Jiangsu Province, China
Copyright © 2025 de Suzhou JingShi Intelligent Equipment Co., Ltd. Toate drepturile rezervate. Furnizori de mașini de nivelare de precizie
