JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Producători de macarale pivotante


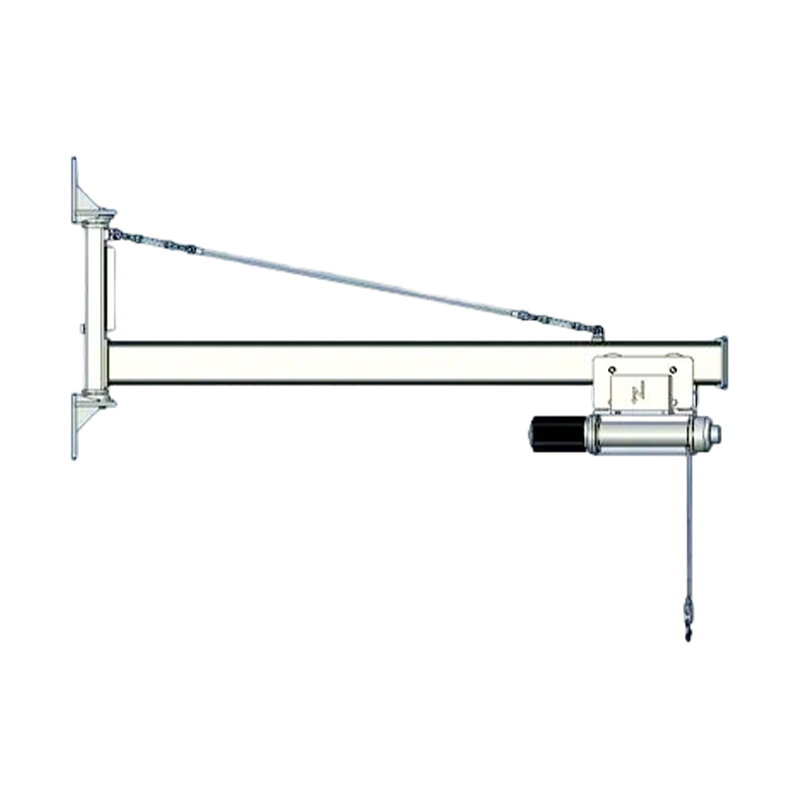
Macaraua cu braț este un dispozitiv de manipulare a materialelor care integrează o structură cantilever și o tehnologie servo inteligentă, folosind aliaj de aluminiu de înaltă rezistență și oțel armat ca materiale structurale de bază. Este folosit în principal pentru ridicarea și manipularea precisă a obiectelor grele în ateliere, depozite și alte medii similare.
Susținut de o coloană, brațurile sale principale și auxiliare se pot roti flexibil. Echipat cu un palan electric inteligent și diverse dispozitive de ridicare, acesta realizează funcționarea de urmărire a sarcinii prin detectarea semnalelor de forță de la mâner. Echipamentul dispune de reglare continuă a vitezei, poziționare la nivel de milimetri și echilibrare a suspensiei. Este ușor de operat și oferă o protecție completă de siguranță, acoperind cerințele comune de încărcare de la 80 la 600 kg. Este aplicabil pe scară largă la asamblarea auto, prelucrarea, schimbarea matriței și alte operațiuni, îmbunătățind semnificativ eficiența și reducând intensitatea muncii.
Despre noi
Suzhou JingShi Intelligent Equipment Co., Ltd.
Fondată în 2016 și cu sediul în Suzhou, China, Suzhou JingShi Intelligent Equipment Co., Ltd. este o întreprindere high-tech integrată care combină cercetarea, producția și comerțul. Suntem specializați în mașini hidraulice de nivelare de precizie și sisteme de linii de producție inteligente, Macara pivotantă industrială personalizată, angajat să ofere soluții de finisare a tablei de înaltă precizie, eficiență și stabilitate producătorilor globali.
Ca Producători de macarale pivotante industriale și Furnizori de macarale pivotante electrice din China, echipamentele noastre sunt utilizate pe scară largă în piese auto, tablă de precizie, componente pentru ascensoare, utilaje agricole, pânze de ferăstrău, ștanțare de precizie, fabricarea profilelor și aplicații electrice. Prin inovație continuă și excelență tehnică, JingShi a devenit un partener de încredere pentru producătorii din întreaga lume.
Ca Producători de macarale pivotante industriale și Furnizori de macarale pivotante electrice din China, echipamentele noastre sunt utilizate pe scară largă în piese auto, tablă de precizie, componente pentru ascensoare, utilaje agricole, pânze de ferăstrău, ștanțare de precizie, fabricarea profilelor și aplicații electrice. Prin inovație continuă și excelență tehnică, JingShi a devenit un partener de încredere pentru producătorii din întreaga lume.
Feedback mesaj
Certificat de onoare




Rămâneți conectat, perspective & Inovație de la JingShi
-

 Știri din industrie
Știri din industrie
 2026.07.08
1. Introducere în dispozitivele de ridicare a panourilor În fiecare an, producătorii pierd mii de ore din cauza manevrării lente și manuale a panourilor. Un sing...
2026.07.08
1. Introducere în dispozitivele de ridicare a panourilor În fiecare an, producătorii pierd mii de ore din cauza manevrării lente și manuale a panourilor. Un sing... -
Știri din industrie
2026.06.05
De ce contează nivelarea tablei: costul ascuns al pieselor neplate O foaie de oțel de calibrul 14 de 4 × 8 picioare iese de pe tăietorul cu laser cu o undă de margine d...
-
Știri din industrie
2026.05.11
Ce face ca un nivelator cu plăci să fie „precizie”? Un nivelator cu role standard îndreaptă metalul trecându-l printr-un set de role decalate - eficient pentru planeita...
-
Știri din industrie
2026.05.07
Lipiți o ventuză de o fereastră de sticlă și ține luni de zile. Apăsați aceeași ceașcă pe o scândură de lemn brut și alunecă în câteva secunde. Diferența nu este ceașca, ci s...
Cunoștințe din industrie
Capacity Selection Beyond “Rated Load”
Buyers typically start with the part weight, but real-world sizing should be driven by the full lifting “system mass”: load + rigging + gripper + any offset tooling. A practical rule is to keep steady-state working weight at 70–80% of rated capacity to preserve smooth servo response, positioning, and long-term reliability—especially when operators are doing frequent micro-adjustments.
When to upsize
- High pick frequency (short cycle, repeated accelerations) where dynamic load can exceed static weight.
- Long-reach handling that increases moment on the boom and anchoring interface.
- Off-center gripping (eccentric load) that demands higher stability margin for millimeter adjustments.
For common workshop requirements, systems covering 80–600kg allow you to standardize across cells while reserving headroom for tooling iteration and future SKU expansion.
Reach, Moment, and Rotation: What Drives Structural Margin
Cantilever cranes are governed by moment (load × horizontal distance). Two cranes with the same rated load can behave very differently if one is routinely used at maximum outreach. For bulk procurement, define the “critical pick point” (furthest, heaviest lift) and ensure the design margin covers that operating envelope rather than the average lift.
Practical layout guidance
- Place the column to minimize routine maximum-reach picks; small shifts in mounting location can dramatically reduce moment.
- Define rotation requirements early (e.g., partial vs full sweep) to prevent interference with conveyors, machine doors, and safety fences.
- If multiple stations share one crane, validate aisle clearance and “parking positions” to avoid workflow congestion.
In our factory-side project reviews, the fastest ROI often comes from optimizing reach and rotation first—before upgrading to higher capacity.
Floor, Wall, and Baseplate Interfaces: Avoiding Hidden Installation Risk
For industrial jib cranes, installation quality is a major determinant of long-term performance. Anchor design, concrete strength, slab thickness, and reinforcement layout directly affect deflection, vibration, and fatigue life. If you are procuring in volume, standardize the civil interface (baseplate footprint, anchor pattern, embed depth) so each site can execute consistent installation.
| Mounting type | Best fit | Key verification items | Common pitfall |
|---|---|---|---|
| Floor-mounted column | General workshops, flexible cell layouts | Concrete thickness/strength, anchor pull-out, grout planarity | Underestimating slab reinforcement near joints |
| Wall-mounted jib | Tight floorspace, fixed stations | Wall/column structural capacity, bracket stiffness, vibration transfer | Assuming masonry walls can take moment loads |
| Embedded foundation (new build) | High repeatability, high duty areas | Embed depth, rebar cage integration, alignment control | Misalignment that later forces shimming and drift |
A disciplined interface standard reduces commissioning time, simplifies spares, and makes multi-plant rollouts far more predictable.
Force-Following Handling: How to Specify the “Feel” of the Crane
Intelligent servo handling is often judged by operators as “light,” “stable,” or “twitchy.” For purchasing teams, convert that subjective feedback into measurable parameters: start force, acceleration ramp, maximum speed, and micro-position stability. When these are defined, you can replicate the same handling experience across multiple sites and shifts.
Operational parameters worth locking in
- Stepless speed regulation tuned for your cycle time (fast travel) versus your assembly tolerance (slow approach).
- “Approach mode” for near-contact alignment where millimeter-level positioning is required.
- Load-dependent response so a 100kg tool does not feel the same as a 600kg tool (reduces overshoot and operator fatigue).
When we configure cranes for automotive assembly and mold-change cells, we typically set distinct profiles for “transfer” and “alignment” to keep both throughput and precision high without retraining operators between stations.
Attachments and Grippers: Preventing Load Rotation and Process Damage
Many handling issues blamed on the crane are actually caused by the lifting attachment. Bulk buyers can reduce incident rates by standardizing attachment families and enforcing selection rules based on part geometry, surface sensitivity, and center-of-gravity stability.
Selection heuristics used on high-mix lines
- Use a spreader or dual-point grip when the part’s center of gravity shifts between SKUs (reduces yaw and “pendulum start”).
- Add anti-rotation features for long, narrow loads (profiles, elevator components, agricultural blades) to protect alignment steps.
- For finished sheet-metal surfaces, define contact materials and allowable pressure to avoid cosmetic defects and rework loops.
If you want a consistent process across plants, specify the attachment interface (quick-change standard, pin size, electrical/pneumatic pass-through) as part of the crane purchase package—this is one area where we can tailor the solution without inflating complexity.
Deflection, Swing, and Micro-Positioning: Managing the Last 50 mm
In assembly and machining support, the hardest part is rarely the lift; it is the final alignment. Micro-positioning performance depends on structural stiffness, damping, and operator control strategy. When the crane is used for press tool changes, mold swaps, or precision placement, your acceptance criteria should include behavior under “hover and settle,” not just maximum lifting.
Techniques that improve placement accuracy
- Define a reduced-speed envelope near target height to prevent rebound from abrupt stops.
- Use “pause points” (brief holds) when moving heavy loads at long reach to let residual swing decay.
- Align the workstation so the critical approach is along the most stable axis (often directly under the boom rather than at maximum outreach).
For buyers standardizing across multiple cells, stating a clear target like repeatable millimeter-level placement under representative load is more actionable than generic “high precision” requirements.
Safety Functions That Matter in High-Throughput Handling
Safety should be specified as functional outcomes, not just a checklist. In high-frequency operations, the most valuable protections are those that prevent common operator errors and reduce near-miss probability during repetitive tasks.
High-impact protections to specify
- Overload protection with clear operator feedback (prevents “just one more lift” incidents).
- Upper/lower travel limits and controlled deceleration near endpoints (protects tooling and hoist components).
- Emergency stop accessibility from operator position during guided handling (reduces reaction time).
- Anti-drop / brake redundancy concepts appropriate to your risk assessment and local compliance environment.
When the crane is supporting automotive assembly, machining, or mold changeovers, the best safety investments are those that keep the operation smooth and predictable without slowing the line.
Maintenance Planning for Bulk Deployments: Standardize to Reduce Downtime
For multi-unit purchasing, your maintenance strategy should be designed at procurement time. Standardizing core components (wear parts, brake modules, control handles, sensors) reduces inventory burden and shortens mean-time-to-repair across plants.
Recommended maintenance framework
- Daily/shift: visual inspection of hook, sling points, and cable condition; verify smooth braking response.
- Monthly: check fasteners, rotation smoothness, abnormal noise, and any drift during “hover” under load.
- Quarterly/Semiannual: verify limit switches, overload behavior, and handle-force sensing stability under representative loads.
We generally advise bulk buyers to bundle a starter spares kit per 10–20 units and align service intervals with your existing TPM rhythm, so the industrial jib crane fleet becomes “invisible” to production planning.
Procurement Acceptance Tests That Protect Your Investment
A robust acceptance plan reduces disputes and ensures consistent performance across deliveries. Beyond rated load testing, define operational tests that mirror your real workflow—especially if you are buying for precision sheet metal, elevator components, stamping, or electrical assembly operations.
| Test category | What to verify | Why it matters |
|---|---|---|
| Handling feel | Smooth start/stop, no oscillation surge, predictable response to handle force | Reduces operator fatigue and training time |
| Micro-positioning | Millimeter-level positioning near target under representative load | Prevents rework, tooling collision, and cycle drift |
| Safety behavior | Overload response, limit actions, emergency stop accessibility | Reduces incident probability in repetitive work |
| Structural stability | Deflection and settling behavior at typical reach and load | Protects precision processes and anchors long-term reliability |
For high-volume orders, we recommend documenting these tests as a shared factory-acceptance template so each shipment is consistent—this is one of the simplest ways to keep procurement, EHS, and production aligned.
Contactați-ne
-

-

+ 86 - 4008006155 / + 86 - 512-66064950
-

+ 86 - 13732649503
-

+ 86 - 512-66510623
-

88 Lingshan Road, Xukou Town, Wuzhong District, Suzhou City, Jiangsu Province, China
Copyright © 2025 de Suzhou JingShi Intelligent Equipment Co., Ltd. Toate drepturile rezervate. Fabrică de macarale pivotante industriale
