JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Nivelarea tablei este un pas critic în fabricarea metalelor moderne. Înainte ca orice operație de tăiere, îndoire, sudare sau ștanțare să poată oferi rezultate consistente, materia primă trebuie să fie cu adevărat plană - nu doar plană vizual, ci fără stres și stabilă dimensional. Alegerea greșită a metodei de nivelare duce la piese respinse, reprelucrare și eșecuri ale procesului din aval. Acest ghid acoperă fiecare metodă majoră de nivelare a tablei, explică fizica din spatele fiecăreia și vă oferă un cadru practic pentru selectarea abordării potrivite pe baza cerințelor dvs. de material, volum și precizie.
De ce tabla necesită nivelare
Tabla iese din moara sub formă de bobină. În timpul bobinei, suprafața exterioară se întinde în timp ce suprafața interioară se comprimă, blocând tensiunile opuse în structura granulației materialului. Când centrele de service desfășoară, îndreptă și taie foaia la lungime, aceste tensiuni nu dispar complet - rămân prinse în ceea ce pare a fi o bucată plată de metal.
Problema devine vizibilă în momentul în care se aplică un proces de tăiere termică precum tăierea cu laser sau cu plasmă. Căldura eliberează tensiunile blocate, iar piesele se deformează, se înclină sau dezvoltă valuri de margine și de centru. Aceeași distorsiune apare după perforare sau decuplare fină. Chiar și piesele tăiate mecanic prezintă efort rezidual care distorsionează geometria în timpul formării sau sudării ulterioare.
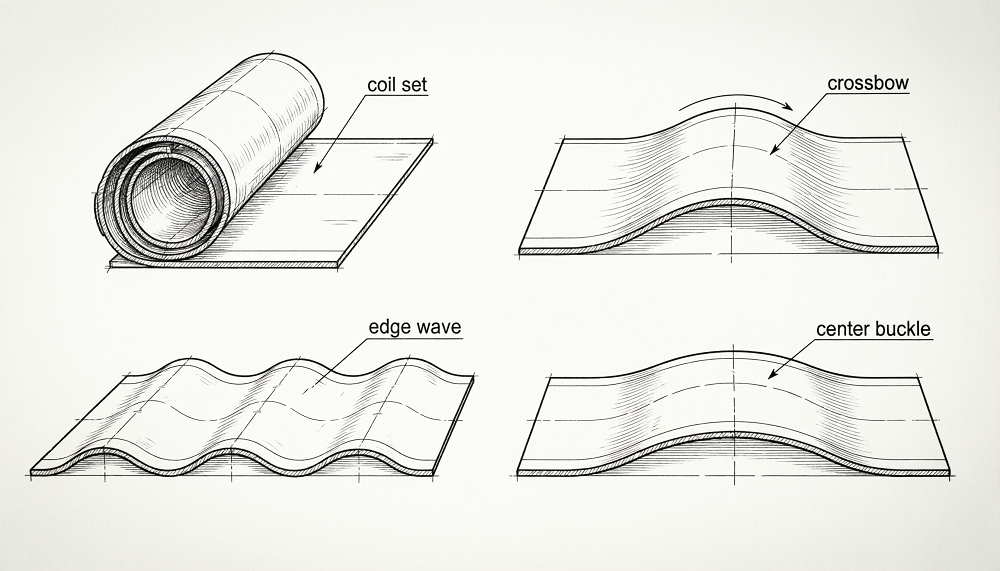
Defectele comune de planeitate pe care trebuie să le abordeze nivelarea includ:
- Set bobine: un arc longitudinal care urmează direcția de bobinare, cel mai sever spre miezul bobinei.
- arbaleta: un arc transversal perpendicular pe direcția de rulare, cu centrul ridicat deasupra marginilor.
- Unda de margine: margini ondulate cauzate de efortul de compresiune în zonele de margine relativ la centru.
- Cataramă centrală: flambaj localizat în mijlocul foii unde centrul este mai lung decât marginile.
- Răsucire: distorsiune diagonală pe suprafața piesei, adesea introdusă în timpul tăierii sau manipulării asimetrice.
Fiecare tip de defect are un profil de stres diferit și, prin urmare, răspunde diferit la fiecare metodă de nivelare. Înțelegerea standarde de planeitate a tablei înainte de a selecta un proces de nivelare vă permite să definiți un criteriu de acceptare măsurabil și să evitați disputele la punerea în funcțiune.
Nivelare cu ciocan și flacără
Nivelarea cu ciocan este cea mai veche metodă de nivelare a tablei și rămâne în uz astăzi pentru situații specifice în care nivelarea mașinii este nepractică. Un operator experimentat lovește foaia cu un ciocan într-un model deliberat, întinde zonele comprimate și eliberează concentrațiile locale de stres. Nivelarea flăcării funcționează pe un principiu înrudit: o torță încălzește o zonă localizată, provocând dilatare termică; pe măsură ce zona se răcește și se contractă, trage materialul din jur spre punctul încălzit, corectând înclinarea locală.
Ambele metode necesită abilități semnificative. Rezultatele depind direct de capacitatea operatorului de a citi piesa, de a aprecia distribuția tensiunilor și de a aplica energia potrivită în succesiunea corectă. Nu există doi operatori care produc rezultate identice și nici o singură piesă nu poate fi reprodusă cu certitudine. Nivelul unei singure piese poate dura de la 30 de minute la câteva ore, în funcție de severitatea distorsiunii și de complexitatea piesei.

Când ciocanul și nivelarea flăcării au sens
- Structuri deja asamblate sau suduri care nu pot trece printr-o mașină cu role.
- Volume de producție foarte mici în care costul de configurare a mașinii nu este justificat.
- Piese personalizate sau neregulate pe care ghidajele mașinii nu le pot găzdui.
- Corecția la fața locului a componentelor finite unde toleranța dimensională este moderată.
Pentru mediile de producție în care debitul, repetabilitatea sau toleranțele de planeitate de precizie contează, nivelarea ciocanului și a flăcării este nepotrivită. Factorul uman face imposibilă garantarea unor rezultate consistente într-un lot.
Presă și îndreptare Presă de nivelare
O presă de îndreptare susține foaia sau placa în două puncte și aplică o matriță de formare pentru a presa materialul plat între acele puncte de sprijin. Procesul vizează locații specifice ale părții în care este concentrată distorsiunea. De obicei, sunt necesare mai multe cicluri de presare înainte ca piesa să atingă o planeitate acceptabilă, deoarece fiecare cursă de presare corectează o zonă, introducând potențial stres în zonele adiacente.
Unii producători folosesc presa de frână ca nivelatori improvizați, care este viabil pentru corectarea unei singure deformații vizibile, dar nu abordează stresul intern distribuit. O presă de îndreptare dedicată oferă un control mai bun decât o presă de frână reutilizată pentru nivelare, dar totuși nu poate egala debitul sau adâncimea de detensionare a unui sistem bazat pe role.
Nivelarea unei singure piese pe o presă de îndreptat durează de obicei până la 60 de minute și necesită un specialist calificat pentru a interpreta comportamentul piesei între curse. Metoda devine mai practică pentru plăci mai groase de 50 mm, unde nivelatoarele cu role pot să nu aibă capacitatea mecanică și pentru producția de volum redus, unde o investiție în mașină nu este justificată.
Limitări de luat în considerare
- Nu se poate aborda stresul intern distribuit - doar defecte geometrice vizibile în puncte discrete.
- Riscul de retur necesită cicluri repetate de presare și timpi de ciclu prelungiți.
- Se bazează în mare măsură pe raționamentul operatorului, ceea ce face ca repetabilitatea între operatori să fie variabilă.
- Nu este potrivit pentru tablă subțire – concentrația mare de încărcare locală riscă deteriorarea suprafeței sau marcarea permanentă.
Nivelare cu role: de la dispozitive de îndreptat simple la sisteme de precizie
Nivelarea cu role este cea mai utilizată metodă industrială de nivelare a tablei. Tabloul trece printr-o serie de role eșalonate care o supun coturilor alternative de amplitudine progresiv descrescătoare. Această deformare elastic-plastică repetată redistribuie tensiunile interne pe secțiunea transversală și conduce materialul către o stare uniformă, eliberată de efort.
Fizica de bază urmează o undă sinusoidală descrescătoare: capătul de intrare aplică cea mai mare deplasare la îndoire, iar fiecare pereche succesivă de role reduce deplasarea până când materialul iese într-o stare de stres aproape neutră. Eficacitatea procesului depinde de trei variabile interdependente: diametrul rolei, pasul rolei (spațiere de la centru la centru) și adâncimea de presare (penetrare) .
Nivele simple cu role (dispozitive de îndreptat)
Plăcile de îndreptat simple folosesc cel puțin șapte role cu diametre relativ mari și distanțe mari. Se ocupă cu plăci mai groase și cu o gamă limitată de grosimi. Deoarece rolele nu sunt susținute în mod activ împotriva deformării sub sarcină, ele se înclină sub presiune, producând îndoire neuniformă pe lățimea foii. Rezultatele planeității sunt adecvate pentru aplicații structurale generale, dar insuficiente pentru fabricarea de precizie. Sunt adesea necesare treceri multiple prin mașină, iar procesul depinde în continuare de experiența operatorului pentru a seta corect rolele.
Nivele de precizie cu mai multe role
Nivelele de precizie adaugă role intermediare și de sprijin în spatele rolelor de lucru pentru a preveni deformarea sub sarcină. Acest lucru permite diametre mai mici ale rolelor de lucru și pas mai strâns, ceea ce mărește numărul de cicluri de îndoire pe unitatea de lungime a foii și îmbunătățește capacitatea mașinii de a corecta defecte de unde scurte, cum ar fi valuri de margine și catarame centrale. Sistemele de precizie pot atinge valori de planeitate de 0,1 mm/m sau mai bine — o cerință pentru pânze de ferăstrău, componente de ștanțare de precizie și ansambluri de tablă cu toleranță fină.
În comparație cu metodele manuale, nivelarea cu role reduce dramatic timpul ciclului. O piesă care necesită 10 minute de nivelare manuală a presei de frână sau a ciocanului poate fi procesată în mai puțin de un minut pe un nivelator cu role de precizie, ceea ce se traduce prin reduceri măsurabile ale costurilor în operațiunile cu volum mare.
Mașină de rulat (sisteme cu trei role)
Cea mai simplă configurație bazată pe role folosește trei role offset. Foaia se îndoaie în jurul rolelor pe măsură ce trece, iar procesul se repetă până când planeitatea este acceptabilă. Această abordare este eficientă numai pentru piesele cu defecte simple, uniforme de planeitate. Nu abordează stresul intern și necesită mai multe repetări pentru orice material cu distorsiuni semnificative. Este cel mai potrivit pentru atelierele care manipulează corecții ușoare de îndoire la volum redus.
Nivelarea tensiunii
Nivelarea tensiunii întinde foaia longitudinal trăgând-o între două bobine de tensionare până când solicitarea aplicată depășește limita de curgere a materialului. Pe măsură ce foaia cedează uniform pe secțiunea sa transversală, diferența de tensiuni dintre zonele comprimate și tensionate anterior se prăbușește, iar materialul iese într-o stare plată, cu tensiuni reziduale scăzute.
Multe sisteme industriale de nivelare a tensiunii combină îndoirea rolelor cu tensionarea într-o abordare hibridă: foaia trece mai întâi prin rolele de îndoire pentru a redistribui tensiunea brută, apoi este supusă tensionării pentru a obține planeitatea finală și uniformitatea grosimii. Această combinație este deosebit de eficientă pentru oțelurile de înaltă rezistență și materialele foarte subțiri în care sistemele numai cu role se luptă să aplice suficientă îndoire fără a deteriora suprafața contactului.
Cele mai bune aplicații pentru nivelarea tensiunii
- Foaie și folie foarte subțiri unde diametrele mici ale rolelor încă marchează suprafața.
- Tipuri de oțel de înaltă rezistență, cu rapoarte de curgere la tracțiune apropiate de 1,0, care sunt dificil de îndoit fără suprasolicitare.
- Linii de prelucrare a bobinei în care materialul rulează continuu și controlul tensiunii este deja parte a arhitecturii liniei.
- Aplicații în care uniformitatea grosimii pe lățime este la fel de critică ca planeitatea.
Dezavantajul este complexitatea și costul capitalului. Nivelarea tensiunii necesită un control precis al bobinelor de tensiune și o calibrare atentă pentru a evita introducerea de noi solicitări longitudinale din cauza tragerii inegale. Este mai puțin practic pentru nivelarea parțială după tăiere și este utilizat în principal în mediile de procesare a bobinei.
Laminare la cald și nivelare cu laminare la rece
Nivelarea prin laminare la rece trece foaia prin role la sau aproape de temperatura camerei, aplicând o presiune mare care deformează materialul plastic. Această metodă nu numai că corectează planeitatea, dar îmbunătățește finisarea suprafeței și mărește proprietățile mecanice - duritatea și rezistența la tracțiune cresc din cauza călirii prin lucru. Este adecvat atunci când calitatea suprafeței este o cerință principală, cum ar fi pentru semifabricate de panouri de caroserie sau substraturi de inginerie de precizie. Limitarea este că laminarea la rece este limitată la calibre mai subțiri; plăcile foarte groase necesită o forță excesivă, iar efectul de întărire prin lucru poate reduce ductilitatea până la punctul în care este afectată formarea în aval.
Nivelarea prin laminare la cald încălzește foaia peste temperatura de recristalizare înainte de a o trece prin rolele de nivelare. Temperatura ridicată reduce limita de curgere și crește ductilitatea, făcând plăcile groase mult mai ușor de deformat. Căldura accelerează, de asemenea, eliminarea stresului. Această abordare este standard în prelucrarea primară a oțelului și producția de plăci pentru construcții navale. Costul energetic al încălzirii este principalul dezavantaj operațional, iar tratamentul termic poate modifica microstructura materialului în moduri care necesită verificarea post-proces pentru aplicațiile sensibile la specificații.
Nivelare hidraulică de precizie: standardul industrial modern
Nivelarea hidraulică de precizie reprezintă stadiul actual al tehnicii în nivelarea tablei pentru mediile de producție. Spre deosebire de nivelele mecanice cu role în care forța de presare este fixată prin reglarea șuruburilor, a mașină de nivelare hidraulică folosește cilindri hidraulici cu buclă închisă pentru a controla dinamic forța de presare și distanța dintre role pe întreaga lățime a foii. Acest lucru permite sistemului să mențină o energie de îndoire constantă, chiar dacă grosimea materialului, limita de curgere sau temperatura variază în cadrul unui lot de producție.

Principiul de lucru rămâne îndoirea alternantă elastic-plastic, dar precizia acționării hidraulice deblochează capacități pe care sistemele mecanice nu le pot egala:
- Gamă largă de materiale: sistemele hidraulice pot procesa materiale de la folie de cupru ultra-subțire de 0,1 mm până la o placă groasă de aliaj special de 60 mm într-o singură familie de mașini, comutând între ele prin rețete stocate.
- Control activ al coroanei: rolele de susținere din spatele rolelor de lucru sunt reglate hidraulic zonă cu zonă, compensând deformarea rolei sub sarcină și asigurând îndoirea consecventă pe foile largi - critice pentru eliminarea simultană a valurilor de margine și a cataramelor centrale.
- Operație repetabilă bazată pe rețete: Parametrii specifici materialului (forță, penetrare, viteză) sunt stocați și rechemați automat, eliminând variațiile de configurare dependente de operator în cadrul schimburilor.
- Manipularea materialelor perforate și tratate termic: Controlul avansat al presiunii rolului zonă cu zonă permite alungirea selectivă pe lățime, făcând posibilă nivelarea materialelor care înving sistemele mai simple - table perforate, semifabricate post-tratate termic și plăci cu rezistență ridicată la tracțiune.
Diferența cheie între modelele de nivelare hidraulice constă în arhitectura de control. Controlul presiunii hidraulice în sine nu este echivalent cu controlul în buclă închisă a poziției rolei sau a forței cilindrului. Feedback-ul de poziție și forță - prin intermediul scalelor liniare și al celulelor de sarcină - este ceea ce permite repetabilitatea de zi cu zi în fața derivei temperaturii uleiului, variației răspunsului supapei și uzurii treptate a componentelor. Mașinile care se bazează numai pe controlul presiunii vor produce rezultate consistente numai într-o bandă îngustă de funcționare.
Pentru operațiunile de producție în vrac în componente de automobile, tablă de precizie, piese de lift, pânze de ferăstrău și carcase electronice, nivelarea hidraulică de precizie este metoda care face ca garanțiile de planeitate la nivel de producție să fie realizabile și verificabile. Explorați întreaga gamă de aplicatii industriale unde nivelarea de precizie oferă o îmbunătățire măsurabilă a procesului.
Nivelarea targă
Nivelarea targiilor folosește cleme hidraulice pentru a prinde foaia la ambele capete și pentru a o trage în mai multe direcții simultan, până când solicitările interne sunt egalizate printr-o cedare uniformă pe toată secțiunea transversală. Spre deosebire de nivelarea tensiunii în liniile de prelucrare a bobinei, nivelarea cu brancardă funcționează pe foi sau plăci tăiate individuale și este proiectată pentru materiale în care gradienții de tensiune longitudinală și transversală au nevoie de corecție într-o singură operațiune.
Metoda realizează o planeitate excelentă și o reducere a tensiunilor reziduale, dar este mai lentă decât nivelarea continuă cu role sau tensiune și este cea mai potrivită pentru aplicații de mare valoare, de volum mic, cum ar fi plăci aerospațiale, semifabricate structurale groase sau foi de aliaje speciale, unde costul piesei justifică timpul de ciclu mai lung. Necesită o calibrare atentă: întinderea insuficientă lasă stres rezidual; întinderea excesivă modifică permanent dimensiunile și proprietățile mecanice.
Cum să alegeți metoda potrivită de nivelare a tablei
Metoda corectă de nivelare este determinată de o combinație de proprietăți ale materialului, volumul de producție, cerințele de planeitate și geometria piesei. Următorul tabel rezumă criteriile cheie de selecție pentru toate metodele majore.
| Metoda | Interval de grosime | Adecvarea volumului | Calitatea planeității | Reducerea stresului | Caz de utilizare tipic |
|---|---|---|---|---|---|
| Ciocan / Flacără | Oricare | 1-5 bucăți | Scăzut / Variabil | Parțial (numai local) | Suduri, reparatii la fata locului |
| Presă de îndreptare | > 50 mm tipic | Lot mic | Moderat | Parțială (corecție punctuală) | Placă groasă, deformare vizibilă |
| Nivelator simplu cu role | Mediu-gros | Mediu | Moderat | Limitat | Placă structurală generală |
| Nivelator cu role de precizie | Subțire-mediu | Înalt | Înalt (≤ 0.5 mm/m) | Bun | Pregătire pentru ștanțare, tăiere cu laser |
| Nivelarea tensiunii | Foarte subțire – rezistență ridicată | Înalt (coil line) | Foarte sus | Excelent | AHSS, folie, prelucrare bobine |
| Nivelare cu rulare la rece | subțire | Înalt | Foarte sus | Bun | Panouri de caroserie auto, piese de precizie |
| Nivelarea la cald | Placă groasă | Înalt (mill-scale) | Moderat–high | Bun | Oțel de structură, placă de construcții navale |
| Nivelare hidraulică de precizie | 0,1 mm – 60 mm | Înalt | Foarte sus (≤ 0.1 mm/m) | Excelent | Mfg de precizie, producție de materiale mixte |
| Nivelarea targă | Mediu-gros | Scăzut-mediu | Foarte sus | Excelent | Placă aerospațială, aliaje speciale |
Logica practică de selecție
Începeți cu materialul dvs. Dacă procesați o gamă largă de aliaje și grosimi într-o singură instalație, nivelarea hidraulică de precizie este singura metodă care gestionează întregul spectru cu consistență bazată pe rețete. Dacă operațiunea dumneavoastră este limitată la o singură familie de materiale la volum mare, un nivelator cu role de precizie optimizat pentru acea fereastră poate fi mai rentabil. Pentru folie foarte subțire sau oțel avansat de înaltă rezistență într-o linie continuă de bobine, nivelarea tensiunii oferă cele mai uniforme rezultate. Pentru corecțiile ocazionale ale plăcilor groase sau relucrarea sudurii, o presă sau o presă de îndreptare rămâne alegerea practică.
Apoi luați în considerare procesele dvs. din aval. Dacă foaia nivelată va fi tăiată cu laser, nivelul tensiunii reziduale după nivelare contează la fel de mult ca planeitatea geometrică - tăierea termică va elibera orice tensiune rămasă. Dacă va fi ștanțat sau format cu precizie, uniformitatea planeității pe lățime este cerința dominantă. Definirea sensibilității în aval înainte de a selecta o metodă asigură că pasul de nivelare rezolvă de fapt problema, mai degrabă decât să o mute.
Pentru o comparație mai profundă a tehnicilor și configurațiilor echipamentelor, ghidul pe tehnici de nivelare a metalelor acoperă detalii suplimentare la nivel de instrument pentru fiecare abordare.
Integrarea nivelării într-o linie de producție completă
În fabricarea modernă a tablei, nivelarea operează rareori ca o etapă izolată. Cea mai mare rentabilitate a investiției de nivelare vine atunci când mașina de nivelare este integrată într-o linie de producție conectată - legată de derulator în amonte, sistemul de tăiere sau ștanțare în aval și un sistem central de date care înregistrează parametrii materialelor, setările de forță și rezultatele planeității pentru trasabilitate.
Manipularea materialelor pe bază de rețetă este mecanismul practic: atunci când ID-ul materialului se modifică, programul de nivelare se schimbă automat, eliminând timpul de configurare manuală și riscul de a rula parametri greșiți pe un aliaj sau grosime nouă. Feedback-ul inspecției în aval – în care un rezultat al măsurării planeității este utilizat pentru a rafina următorul ciclu de nivelare – închide bucla și permite îmbunătățirea continuă fără intervenția operatorului.
Indiferent de metoda de nivelare aleasă, integritatea suprafeței trebuie monitorizată împreună cu planeitatea. Marcarea rolelor, preluarea de la role contaminate și micro-zgârieturile pe aliajele sensibile precum aluminiul sau cuprul sunt cauze de respingere care apar după nivelare, nu în timpul acesteia. Disciplina de întreținere — curățarea rolelor, curățarea uleiului, calibrarea senzorului și verificarea periodică a geometriei — este practica operațională care menține rezultatele nivelării consistente în timp.
Pentru producătorii care evaluează soluții hidraulice de nivelare de precizie pentru integrarea în liniile lor de producție, the prezentare generală a aplicației oferă îndrumări de configurare în funcție de industrie și tip de material.